






WAREHOUSE AUTOMATION, INCLUDING 4 STACKER CRANES, PALLET CONVEYOR SYSTEM, AND AUTOMATION SOFTWARE OPERATING IN 2 REFRIGERATED CHAMBERS WITH A HEIGHT OF MORE THAN 35 METERS
STAMH Group engineered and implemented a brand-new Automated Storage System for Pallets in two refrigerated chambers for the leading logistics company Keller Logistic in Romania. The distribution center is equipped with 9 truck loading docks. One of the refrigerated chambers can operate at temperatures from +5°C to -22°C, while the second operates at -27°C. Both refrigerated chambers are equipped with a total of 4 stacker cranes. They store and retrieve pallets, weighing up to 1 ton in a Self-Supporting Racking System with a total height of more than 35 meters and a total length of more than 70 meters;
- The capacity of refrigerated chamber 1 is 4 976 pallets, stored at special temperature regime, at -27°C;
- The capacity of refrigerated chamber number 2 is 5 392 pallets. They can be stored at temperatures ranging from +5°C to -22°C, depending on specific requirements;
Automatic Storage Systems for Pallets may be adapted to the requirements of each warehouse, distribution center, or fulfillment center. The modular machine automation concept offers access, and deep customization according to the intralogistics requirements of each individual warehouse, while also ensuring reliability through the use of well-known and tested components;
WAREHOUSE AUTOMATION SOFTWARE BY STAMH SOLUTIONS
SPECIALIZED SOFTWARE SOLUTIONS FOR WAREHOUSE AUTOMATION, OPERATING AT MULTIPLE LEVELS – ERP – WMS – WCS/MFS AND PLC
The new automated storage and distribution facility in Keller Logistic's warehouse is managed by warehouse automation software systems at multiple levels. At the first software level, the ERP system handles valuable data related to procurement, accounting, orders, sales, deliveries, and logistics.
The connected WMS (Warehouse Management System) has an interface that allows:
- Centralized monitoring of warehouse activities;
- Dynamic real-time data;
- SCADA visualization of all automated warehouse operations;
- Inventory management;
- Various types of partial or full inventory checks that do not disrupt the workflow;
The integration of WMS warehouse software into the new warehouse leads to optimization of automated warehouse operations, faster order fulfillment, reduced operating costs, and a better foundation for informed, data-driven business decisions;
Experts from STAMH Solutions provide training to all users of the software system, which can operate autonomously after approximately 2 weeks;
HOW DO WCS/MFS SOFTWARE SOLUTIONS FOR WAREHOUSE AUTOMATION WORK?
AT THE NEXT WAREHOUSE AUTOMATION SOFTWARE LEVEL ARE THE SO-CALLED WCS/MFS SYSTEMS - WAREHOUSE CONTROL SYSTEMS AND MATERIAL FLOW SOLUTIONS. SOFTWARE, RESPONSIBLE FOR THE GOOD FLOW IN THE DISTRIBUTION CENTER
These software solutions control and coordinate all the automated systems in the warehouse - stacker cranes, pallet conveyor systems, and the mobile terminals;
Regarding all the warehouse automation technologies, WCS/MFS are responsible for optimizing the sequence of requests to each automated device, balancing the load between automated warehouse systems, providing an accurate map of material flow in the warehouse, continuous monitoring of the system, and reporting errors for fast resolution. These systems manage the 4 stacker cranes in the warehouse, all pallet conveyor systems, as well as all the sorting systems;
WCS/MFS solutions are characterized by their stability, modularity, and reliability. The software architecture allows individual elements of the warehouse automation software to be tested separately and even updated as a separate module of the warehouse automation software;
After receiving the so-called transport request, the automation software automatically generates tasks for the automated warehouse systems and machines in the warehouse;
PLC PROGRAMMING - IMPLEMENTATION OF PROGRAMMABLE LOGIC CONTROLLERS IN KELLER LOGISTIC AUTOMATED WAREHOUSE SYSTEM FOR PALLETS
At the field level – within the fully automated warehouse facility - numerous PLCs or programmable logic controllers operate. They control each separate automated machine in the automated warehouse for pallets, and the tasks of the PLCs include automated execution of requests, defined by the WCS/MFS software at a higher level;
HOW DOES THE AUTOMATED SYSTEM KNOW HOW TO OPERATE WITH EACH SINGLE PALLET IN THE WAREHOUSE?
The automated warehouse system, engineered and installed by STAMH Group operates, buffers, and retrieves a total of 10 368 pallets with heights, ranging from 2 000 to 2 350 mm. Each pallet, accessing the distribution center is marked with a special label, containing all the necessary information for the Automated Warehouse System and the stored goods - batch, pallet type, and other information needed by the client to operate most efficiently;
Once the label is scanned, the system makes decisions, regarding the exact position where the goods in Keller Logistics' warehouse should be stored. The AS/RS system for pallets also selects the exact refrigerated chambre (1 or 2), where the next pallet should be positioned;
Pallets, that will be retrieved sooner can be positioned closer to the three separate entrances of the refrigerated chambers, equipped with special airlock systems. Thus, the WMS - warehouse management system - makes decisions to optimize costs and the time for executing each operation in the warehouse;
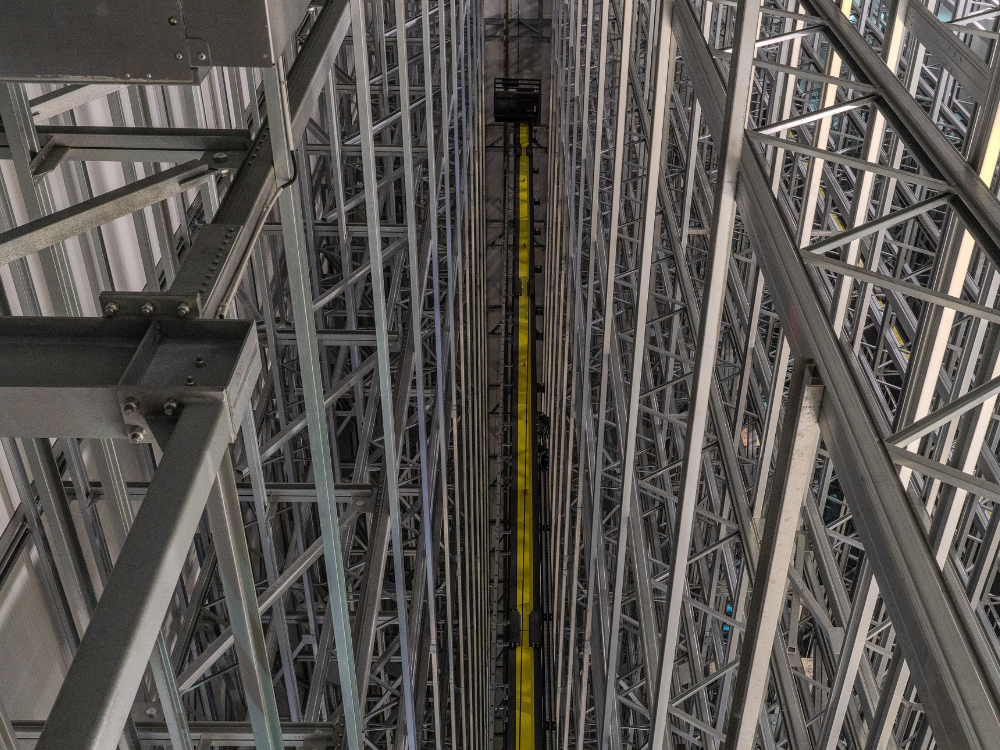
CONSTRUCTION OF THE RACKING SYSTEM – HIGH BAY, SELF-SUPPORTING RACKING SYSTEM IN THE REFRIGERATED CHAMBERS
The special racking system for pallets in the automated pallets warehouse consists of steel columns, horizontal and diagonal braces, combined with special galvanized beams. Special plates distribute the load on the floor. The racking system for pallets also includes many additional reinforcing and anti-seismic elements;
The stacker cranes move across the racking structure, autonomously, transporting, lifting, positioning, and extracting pallets. They are controlled by precise positional coordinates for each pallet in the warehouse;
The maximum tonnage loads that each pallet cell can bear, as well as the kilonewtons of each separate section in the system, are pre-calculated. The maximum loads on the warehouse system are enormous. They are distributed efficiently;
The special self-supporting racking structure, supporting the loads of the pallets and the automated technologies, is also designed to withstand significant loads from the elements at the location where the warehouse is built - snow, wind, and even certain seismic movements;
This type of pallet racks allows maximum storage density and extremely high stacking levels (more than 10 in this case), making full use of the maximum horizontal area. The corresponding height and storage density provide more than 10 368 pallet positions, managed autonomously – without any human intervention within the storing unit;
In addition to the high bay AS/RS racking system for pallets, additional Mezzanine platforms have been engineered and built, allowing access to the system from above and supporting the load of the refrigeration systems and cold air generators on the top of the racking structure;
A 33-meter-high column was constructed, as well as a Mezzanine racks with a total area of 196 square meters;
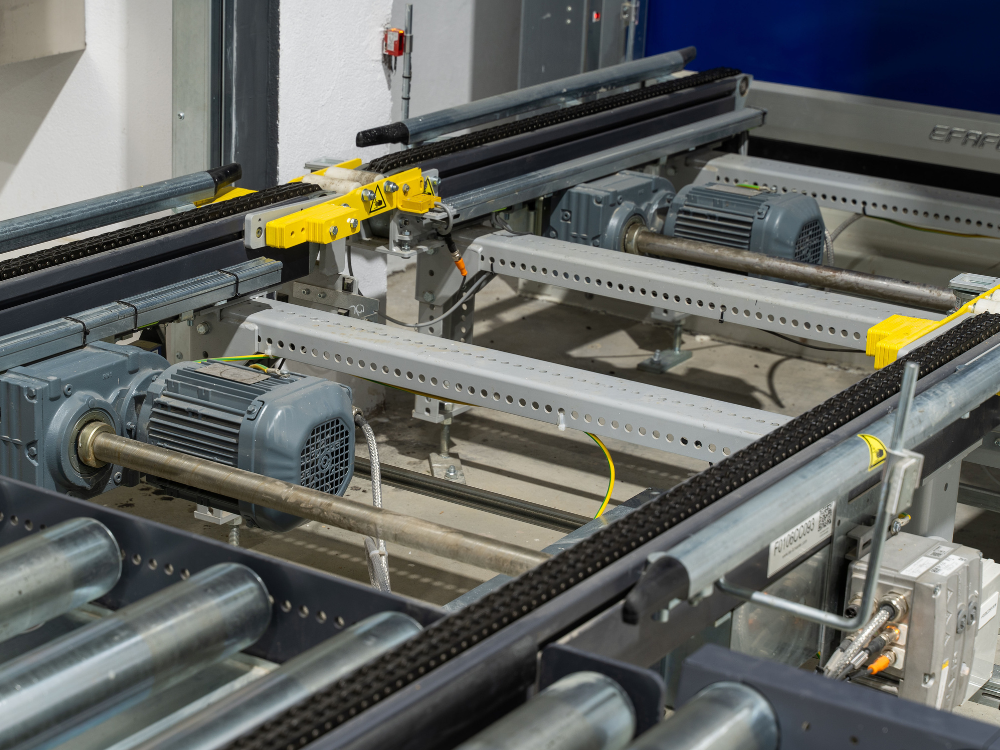
AUTOMATIC PALLET CONVEYORS AND TRANSPORTERS - THE PERFECT LINK BETWEEN ALL AUTOMATED MACHINES AND ZONES IN THE WAREHOUSE
CHAIN AND ROLLER PALLET CONVEYORS IN THE NEW AUTOMATED PALLET WAREHOUSE SYSTEM
The pallet conveyor systems, designed and implemented by the teams at STAMH Group, provide the link between the 4 automatic stacker cranes within the refrigerated warehouse and the pallet reception and dispatch zones in the distribution center;
ROLLER CONVEYOR SYSTEMS FOR PALLETS IN THE AUTOMATED STORAGE SYSTEM
Specially designed roller conveyors for pallets move the pallets from the reception and dispatch zones through special warehouse airlock systems to the interior of the refrigerated chambers in the warehouse and back. The supporting rollers of the automated pallet conveyors feature a single-sided mounted chain wheel. They are covered with a galvanized roller wrap;
CHAIN CONVEYOR SYSTEMS FOR PALLETS
With chain conveyors, pallets weighing up to 1 ton are horizontally transported on two robust chain tracks. They ensure high-quality transportation and perfect protection of the loaded units on the conveyor. The chain conveyor construction consists of a solid steel structure. Supporting beams are supported by bolted portal columns with adjustable legs;
AUTOMATED SPECIAL LIFT MODULES FOR CHANGING PALLET MOVEMENT DIRECTIONS
A special lift station, another type of pallet conveyor module, is used to change the direction of the pallets. The roller conveyor is vertically lifted to the transfer height using an eccentric lifting mechanism and then transferred to the next direction;
The lifting movement is performed by a motor-reducer that drives the eccentric shafts through pushers and coupling rods. This conveyor module (lifting table for directional change of the pallet) can operate with impressive productivity of more than 180 consecutive pallets per hour, 24/7;
SPECIAL CHECK-IN STATION FOR PALLET CONTROL, IF NECESSARY
The goods checking block or checking station is located at the points of entry into the Automated Storage System installed in the warehouse of Keller Logistic in Romania;
A special checking station checks the contour of each pallet. Light barriers, reflectors, and a light curtain with parallel light beams are added to this checking station;
HOW IS THE WEIGHT OF EACH PALLET CONTROLLED IN THE AUTOMATED PALLET WAREHOUSE SYSTEM?
The weighing system consists of four weighing cells and a special automated data analyzer. The weighing cells are located under the feet of the pallet conveyor module, under the checking station. The actual weight of each pallet can be indicated by the data analyzer and transferred to a higher system via an RS232 serial interface. The weighing system, installed as part of the automated pallet conveyor system, has a maximum weighing range of 1200 kg;
COMMUNICATION INTERFACE BETWEEN HUMANS AND MACHINES IN THE NEW AUTOMATED PALLET WAREHOUSE SYSTEM IMPLEMENTED BY STAMH GROUP
HMI CONTROL PANELS IN THE AS/RS (Automatic Storage and Retrieval System) or AS/RM (Automatic Storage and Retrieval Machine) FOR INTERACTION IN THE SEMI-AUTOMATED OPERATIONAL MODES
Each individual AS/RS (Automatic Storage and Retrieval System) or AS/RM (Automatic Storage and Retrieval Machine) designed and installed by STAMH Group's teams can operate in 100% automatic, semi-automatic, or service modes;
For the proper special semi-automatic and service modes of operations, the system is equipped with HMI (Human-Machine Interface) solution - a tactile screen with multiple functions;
The control panel in semi-automatic mode consists of an ergonomic, compact industrial tactile panel or touch screen. This controlling terminal offers a wide range of functions:
- Commands for pallet transport in semi-automatic mode;
- Diagnostics and error confirmation;
- Display with approximately 100 different operation and error messages;
- Display of the targeted storage location;
- Error messages that can be recognized by the terminal;
Specialized automated warehouse systems for pallet positioning control, designed and installed by STAMH Group and STAMH Solutions, provide the ability to store, retrieve, and move pallets autonomously, without human intervention. The control of these systems consists of two main parts:
- Fixed Part - basic infrastructure and functionality of the warehouse;
- Moving Parts - this includes all components that move and perform specific tasks in the automated storage system for pallets;
The connection between the stationary and moving parts of the system is made through informational light barriers and a Profinet fieldbus communication system. The connection to subordinate systems is made through Ethernet TCP/IP;
The moving part of the system includes all components for actuation and positioning of the moving elements and machines, as well as the electronic positioning measurement system and sensors;
Each moving frequency converter is connected to the system's PLC via a fieldbus interface. The stationary part is a PLC programmed in accordance with IEC 61131 standard and is connected to the higher-level warehouse management or material flow control system;
The operation of the system in semi-automatic or service mode is carried out through a touch panel control terminal mounted at the emergency control position of the lifting frame;
SPECIAL SECURITY SYSTEMS ARE IMPLEMENTED IN THE AUTOMATED PALLET WAREHOUSE SYSTEMS
PROTECTIVE SYSTEMS IN THE WAREHOUSE AUTOMATION SYSTEM, ENGINEERED AND INSTALLED BY STAMH GROUP - THE WMS SOFTWARE CAN STOP FUNCTIONING IF THE CONNECTION WITH THE ERP SYSTEM IS INTERRUPTED
-
DEVICES AND BUFFER LIMITERS
Each rail of the stacker crane, installed by STAMH is equipped with special anti-tipping devices. Special buffer limiters are installed at the end of each rail to prevent collisions;
-
BUILT-IN SAFETY CLUTCH AND POSITION MONITORING
A built-in safety clutch protects the forks and the drive mechanism from damage in case of overloading. The position of the telescopic fork blades is monitored by limit switches. The SRM (Storage and Retrieval Machine) can only be operated if the telescopic fork is in a safe, central position;
-
FIRE PREVENTION SYSTEMS
Fire prevention systems are implemented to reduce the oxygen concentration in the refrigerated warehouse, reducing the risk of fire. The solution is called OxiReduct fire prevention. It prevents fires even before they could possibly start;
-
ACCESS TO THE UPPER PART OF THE AUTOMATED WAREHOUSE, ENGINEERED AND IMPLEMENTED BY STAMH GROUP
Access to the upper part of the warehouse is provided through special Mezzanine structures designed above the high-rack pallet system. The Mezzanine platform is accessible via stairs, allowing personnel to reach elevated areas safely. This structure, designed by STAMH Group in Keller Logistic automated warehouse, ensures effective service access;
-
EMERGENCY STOP
Emergency stop buttons are located on the control panel of the lifting frame and the main control panel of the aisle. When activated, these buttons halt the entire SRM (Storage and Retrieval Machine);
-
SRM - PALLET CLEARANCE CHECK
Optical monitoring modules attached to the left and right sides of the lifting carriage continuously monitor the pallets and their positions. Therefore, any lateral displacement of the pallets is detected promptly, and the SRM will indicate that an error has occurred;
-
CHECK FOR OCCUPANCY OF SERVICE AREAS IN THE SYSTEM
The status of "occupied" or "free" is monitored using optical sensors for each compartment to which it is directed. When the status is "occupied," the central switches of the fork and the vertical and horizontal movements of the automated warehouse system are automatically stopped.
-
NETWORKS AT THE BASIS OF ACCESS AISLES AND MESH DOORS BEFORE SERVICE ACCESS
The individual aisles in the warehouse are separated from each other by mesh fences with a height of 2.2 meters. Access to the aisles of the stacker cranes is possible, but access is restricted again through special doors that can be locked. Of course, there are additional electrical interlocks and security systems connected to the entire automated warehouse system.
-
HOLD DEVICES FOR AUTOMATED WAREHOUSE SYSTEMS
In case of a fast rapid downward movement (e.g., torn lifting rope), the speed limiter activates the holding device on the lifting module. The lifting unit is mechanically slowed down and held. When this special holding device is activated, the emergency stop is also triggered;
-
SPECIAL LOAD MEASUREMENT MODULES FOR AUTOMATED WAREHOUSE SYSTEMS
The tension on the lifting rope and thus the load on the lift is recorded by a load measuring device;
-
PROTECTION AGAINST ROPE SLACKENING
If the tension on the lifting rope decreases, the machine can initiate a "safe stop" before the lifting rope completely slackens. The load measuring device detects that the load has been taken off the lifting rope and thus triggers the emergency stop.
-
PROTECTION AGAINST OVERLOADING OF STACKER CRANES
In case of overloading, a safe stop is automatically initiated. The overload contact of the load measuring block detects the impermissible overload and triggers the emergency stop switch.
-
PRECISE POSITIONING OF THE COMPARTMENT
Special cameras ensure precise positioning of the compartment from both sides in the X and Y directions;
The new Automated Storage System, engineered, delivered, and integrated by the dedicated teams ensures a significant, long-term competitive advantage for Keller Logistic in Romania. Learn more about the warehouse automation systems, here. Don't hesitate to cants us at office@stamh.com for more information!



